




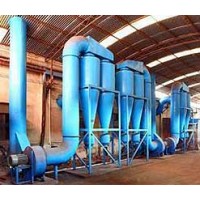




树脂砂浇铸有机废气处理,活性炭吸附催化燃烧设备,厂家直销报价详情:
1:铸造砂箱树脂砂浇铸工艺环保治理要求标准:
按2019年8月16日星期五之前环保文件要求来看,铸造集中省份河北省,山西省,山东省,等三省地域较多,主要为机械铸件和零件及管道阀门等为主加工产品,其产品大小对于环保处理来讲,也有了成本化的改变,目对于地面砂箱无组织浇铸车间的烟气粉尘治理标准来看,目前监测采样按GB/T16157,HJ/T397,HJ732,HJ/T373或HJ/T75,HJ/T76的规定执行。铸造企业边界大气污染物监测按照HJ/T55的规定执行。
山东和山西、河南等省份已经定位用布袋除尘器达到排放10毫克排放标准,树脂砂、覆膜砂、产生的VOC有机废气治理目前暂定工艺为活性炭吸附脱附催化燃烧工艺来完成整套环境保护标准。
2:铸造厂砂箱浇铸烟气粉尘有效合理的处理方法
根据铸造行业的大小规模及铸造工艺的不同,在其设计环保方案的时候,是有根本区别的,这样对设计成本,有直接的影响,我们环保设备生产企业,对铸造行业用户,提供相关数据的设计方案,要结合企业自身工艺的实际情况,针对其浇铸方式、单件浇铸时间、追踪循环浇铸区域、几个技术环节,来设计大风量通过数据分析转换成小区域风量的末端优化工艺,在浇铸空间的二次整体除尘的设计上,应该考虑较老的铸造车间,采取化整为零的概念,集合烟气粉尘,用无组织排放进行有组织气流引导,集中设计处理方式,节省企业因为空旷、四面流通、散乱无序几个问题的成本追加,降低企业后期运营成本。
3:树脂砂、覆膜砂浇铸产生的烟气成分及处理方法:
树脂砂浇铸过程中会产生,CO、SO2、H25、氨、qinghuawu、ben和多环芳烃,覆膜砂浇铸过程中产生游离jiaquan、游离benfen、CO等,因此浇铸区域作业过程中会有上述烟气废气,需要治理。
3:1活性炭吸附
目前按照我国较为安全和处理有效的方式来看,采用RCO处理设备,将含有有机废气的混合气体,通过设计数据利用集尘管罩将有机气体先进行有序集中收集,然后进入主体设备的活性炭吸附床,内装活性炭层及气流分布器,以浓缩净化有机气体,是整个装置diyi个主循环的主要部件及核心工序,活性炭为堆放式装填,更换极其方便。
采用活性炭吸附材料-蜂窝状活性炭,其与粒(棒)状相比具有优势的热力学性能,低阻低耗,高吸附率等,极适用于大风量下使用拥有优良的吸附性能,其结构为多孔蜂窝状,具有孔隙结构发达,比表面积大,流体阻力小等优点,该产品特别适用于大风量,低浓度工厂有机废气净化治理,目前该产品己在我国各大城市工厂批量配套使用。
树脂砂浇铸有机废气处理,活性炭吸附催化燃烧设备,厂家直销报价
活性炭主要技术参数:
主要成份 | 活性炭 | 规格 | 100×100×100mm |
壁厚 | 0.5~0.6mm | 体密度 | (380~450) |
比表面积 | >700 | 吸苯量 | ≥25% |
脱附温度 | <120℃ | 使用寿命 | ≥6000小时 |
孔数 | 150孔/平方英寸 | ||
空塔风速阻力 | 490Pa | ||
抗压强度 | 正压>0.9MPa; 侧压>0.3MPa | ||
3:2CO催化净化装置
该装置是借助加热系统将浓缩的有机废气从活性炭层中分离出来,借助催化剂使有机废气在较低的起燃温度条件下,发生无焰燃烧,并氧化分解为CO2和H2O,同时释放出大量热能,并由热交换装置置换能量,用于维持设备自燃的能源,从而达到去除废气中有害物质的方法。
采用CO型催化净化装置,电加热工作时间约半小时,当催化床温度达到250~300℃时,催化燃烧床开始反应,利用废气反应产生的热空气循环使用,此时电加热停止,不需要外加热,单床脱附,脱附时间为4~5小时,设定时间活性炭吸附床定时自动切换脱附,内部装填的陶瓷蜂窝体贵金属催化剂使用寿命为10000小时。整个脱附系统采用多点温度控制,保证脱附效果的稳定。
催化剂主要技术性能
外形尺寸 | 100×100×50mm | 空穴尺寸 | φ1.3mm |
空穴密度 | 25.4个/ | 孔壁厚度 | 0.5mm |
深层主晶相 | γ-A12O3 | 比表面积 | 43 |
堆积密度 | 0.8 | 空速 | 1×104h-1 |
催化剂活性温度 | 220℃ | 耐冲击温度 | 750℃ |
使用寿命 | ≥10000小时 | ||
4风机
4:1主排风机
diyi循环系统的另一主要部件,引导废气在设定的通道中运行,建议一个月定期检查风机运行情况有无异响且观察一下润滑油油位,防止轴承干摩擦导致损坏,且要求半年更换一次润滑油。
4:2脱附风机
第二循环系统的另一主要部件,是负责将热气流引入吸附床脱附有机物,同时又将有机物引入催化燃烧装置进行分解,建议一个月定期检查风机运行情况有无异响且观察一下润滑油油位,防止轴承干摩擦导致损坏,且要求半年更换一次润滑油。
5:电控部分
整个设备的中心枢纽,采用PLC程序控制及HMI人机对话界面操控,保证各设备的正常自动运行,同时对各动力点起保护、控制、监控作用。PLC控制系统主要功能:
具有自动、手动两种操作方式;
自动运行时具有连锁功能;
系统具有自我诊断功能;
运行时出现的异常情况可报警及自动停机;
控制柜面板流程可显示运行主要参数;
根据工艺要求改变控制参数;
自动运行时可根据工艺条件退出运行。:
6:气动和电动阀
根据工况要求,在电器控制下实现管路切换及脱附时控制整个设备脱附温度的必要元件。
7:设备日常维护和故障处理
设备在正常工作中要定期检查设备并记录故障情况。设备在发生故障
时有相应的提示。根据故障提示检查确认故障原因,确认后按下故障
复位按钮解除故障。恢复设备运行。
该净化装置设备本身采取以下的安全措施,保证系统安全运行。在催化净化装置前后均装有阻火除尘系统,设备顶部设有泄压系统。设备内设置多点温控点,同时设有自动报警系统。
设备设有风机过载保护、超温保护、防火连锁保护。
脱附时当控制和监控系统发生错误或失灵时,温度控制仪会发生报警自动停止加热,并且补冷系统会自动打开,当脱附风机运行时突然出现故障加热系统和风机连锁,加热会自动停止,并且补冷系统会自动打开。
当炭层出现超高温时,采用水喷淋措施来保护设备。
8、售后服务
工程质量符合国家或行业有关标准与规范,处理后通过环保部门验收。目的:为保证顾客利益,并使公司大质量管理体系得以完整实施,特制定此售后服务管理办法。
设备免费保修期为12个月(从设备调试运行之日起或自设备进厂15个月内)。
1、在正常使用情况下,发生故障或损坏,我公司负责保修,12个月后,将收取合理的维修费用(人工费或故障件的更换材料费)。
2、在保修期内(12个月),如发生以下情况,应收取一定的维修费用:
2:1因人为操作导致设备故障(损坏)的;
2:2因不可抗拒因素导致设备故障(损坏)的如:火灾、水灾、地震、电压异常;
有关服务费用按设备制造厂家统一标准计算,如有合约,以合约优先的原则处理。
设备在长时间断电的情况下,部分存储在PLC中的参数因为断电而消失,在长时间断电后再次通电运行时请检查设备运行参数。
l 注意:
1、严禁在设备运行中强制断电断气!
2、开机之前一定要保证压缩空气输送到位!
3、设备建议有专人看管!
4、设备管理人员密码请勿言传,防止-无关人员对设备参数进行改动!
专业方可铸就安全,专注方可解决问题,诺利多尼环保全体职工竭诚为您服务,欢迎来厂来电洽谈!!!




